The Hilco VME system removes visible oil vapor from the air stream of vents on lubricating oil systems — turbines, generators, compressors, pumps, and engines. It eliminates oil mist from contaminating air or soil and helps facilities comply with RICE NESHAP requirements.


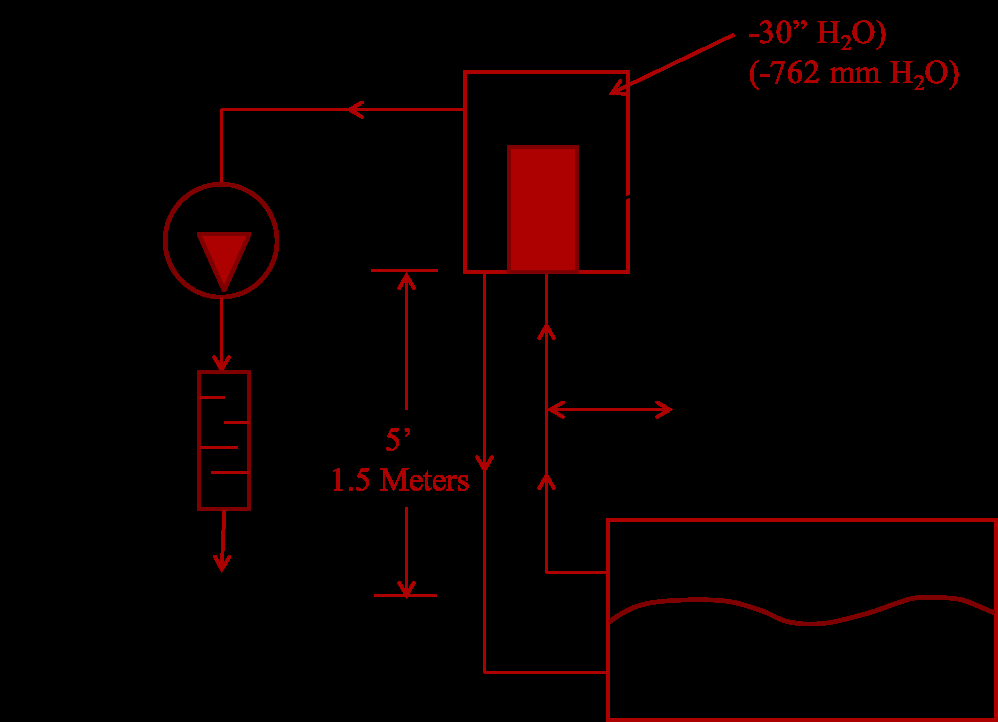
Oil mist generated by reciprocating or rotating equipment is drawn from the breather by the blower. The mist passes through coalescing cartridges where it is trapped and gathered into droplets that fall to the bottom of the housing. Clean air — less the captured oil — proceeds through the blower and exhaust silencer and exits the unit. Recovered oil returns to the sump.
Each configuration uses the same high-efficiency coalescing cartridge technology. The difference is how the system handles airflow and back pressure. Many standard series are stocked and ready to ship.
For oil systems that cannot withstand back pressure. Can be installed with an airflow-restriction device (butterfly valve) to pull vacuum. Maintains atmospheric conditions in the oil system.
For applications where oil temperatures exceed 200°F. Cooling the air stream makes the oil mist easier to coalesce, increasing collection efficiency in demanding environments.
Where back pressure on the oil system is not a concern. Can be sized large enough to meet pressure-drop requirements. Also suitable where an existing blower is already present to assist flow.
Performance data from field installations confirms 99.97% removal efficiency regardless of particle size or shape.
VME systems are operating across power generation, compression, and heavy industrial facilities — anywhere oil mist from rotating or reciprocating equipment creates compliance, safety, or maintenance risk.
Gas turbines, steam turbines, and diesel/gas engine generator sets. VME units keep turbine halls clean and reduce fire risk from airborne oil mist.
Crankcase ventilation on CAT and Waukesha engines at pipeline and gas processing stations. Any application generating oil vapor from bearing or crankcase systems.